Shops that have skunkworks devisions will always try new things, one offs, tests and prototypes that often lead to very possible production ideas. In this ‘skunkworks’ post, I try to do a few things differently that will definitely make its way into some production slingshots.
It’s much easier to test something when you have a solid frame to work on, quite literally. I took our SHUCKAPOW design and made up a 1/4″ Baltic Birch plywood core. From there, it was some quick work since the spacer veneers in between the layers would curl from the wet glue moisture. I have a lot of smaller pieces of exotic and hardwood veneers and it would take a life time of making slings to use them as small spacers between surface laminations, so I decided to try something new, skunkworks test #1: http://servuclean.com/2012/01/surface veneer lamination.
On top of the ply core, a layer of purple heart was laminated to both sides. This was left to try a bit before sanding down the surface.
In between the Paduak layers, I laser cut some maple veneer to contrast between the orange and purple. Again, left to set up a bit before sanding the face flat to receive the veneer.
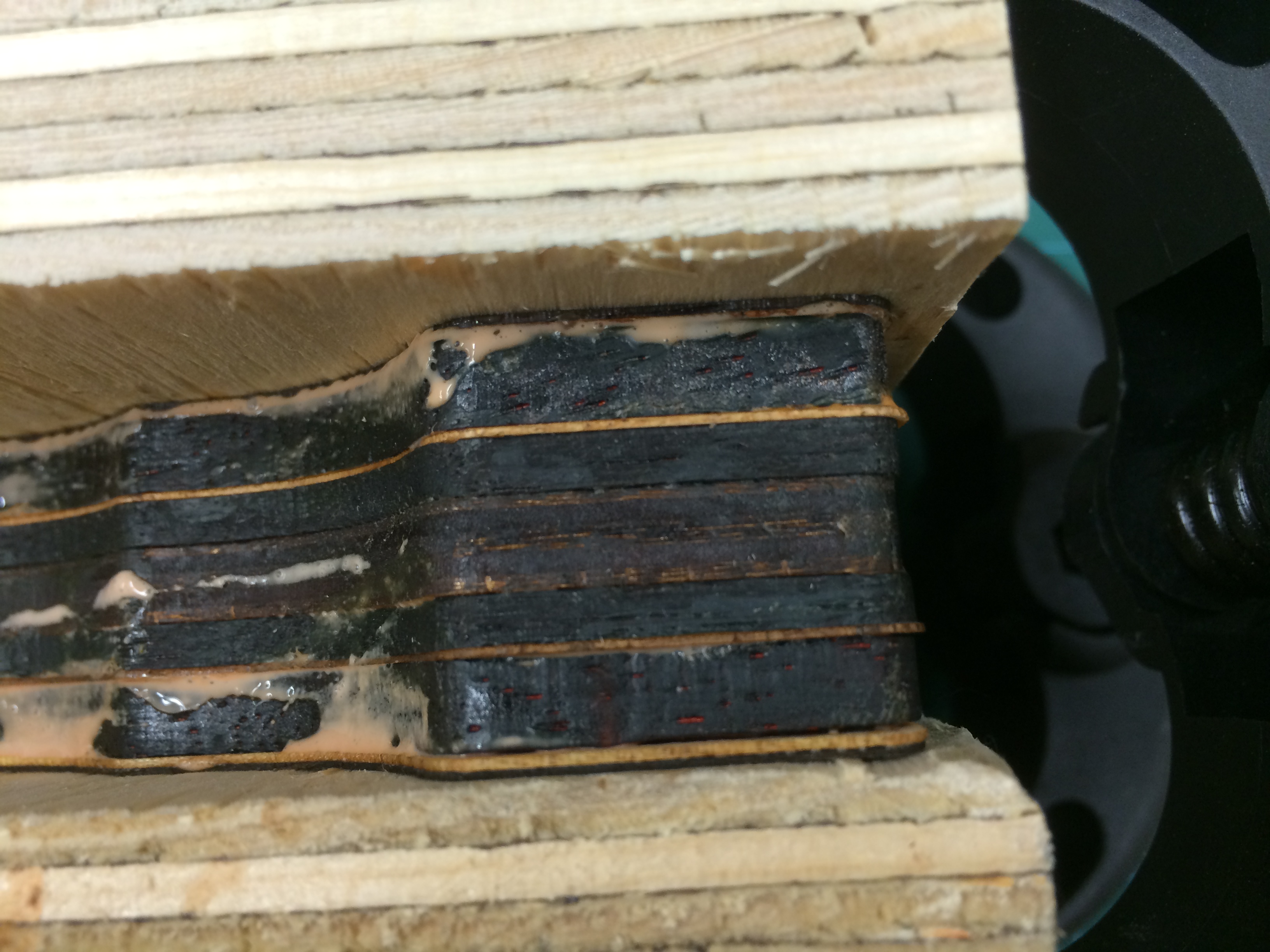
This is the entire sandwich. On one side is a layer of cherry/zebrawood veneer and on the other side birch/wenge. Two scrap plywood boards kept everything tight and under pressure. I actually leave this for a whole day to ensure a good bond between the veneer and woods.
It’s a bit of a mess, but the careful planning and forethought will pay off in the end.
After curing, it was time to try skunkworks test 2: http://iamlearningdisabled.com/alfacgiapi/perl.alfa differential layer laser etching of the veneer. Using the laser set at a 20% higher power than usual, I try to vaporize the zebra wood to reveal the cherry underneath. Check!
Worked very well. I also want to note that I purposely used a more watery wood glue to bond the two veneers together to ensure that the layers are well set.
I do the same to the other side, but the Wenge is much harder than the Zebrawood, so there is only a different in texture and not colour. It is at this point I take the sling to the belt/disc sander and clean up the edges, revealing the sweet, sweet colour palette.
The spindle sander takes care of the rest of the burned edges and the insane amount of lay up work is showing it’s true “colours”.
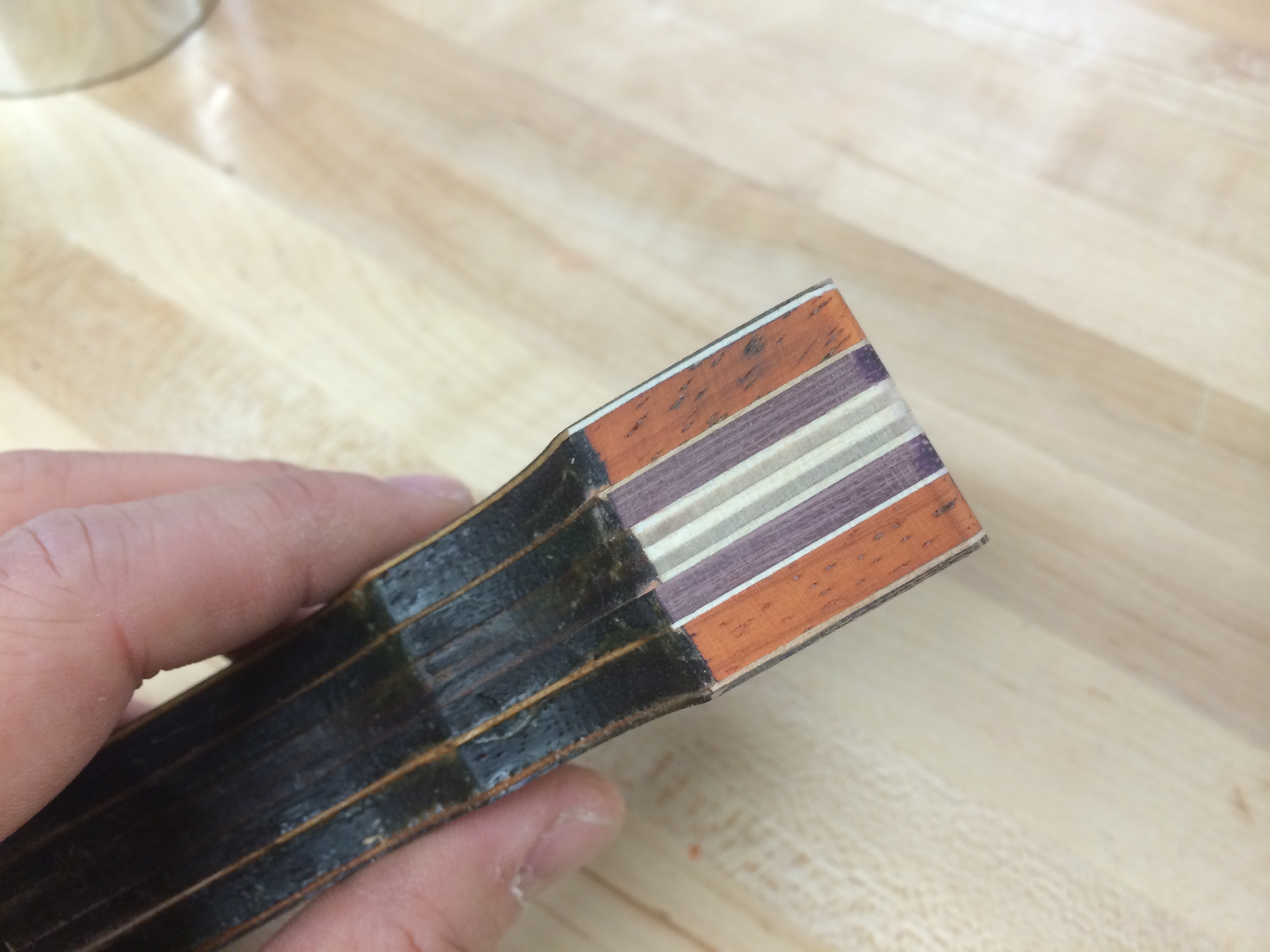
This is where a bit of experience comes in handy. Having made many slingshots with plywood before, I knew that underlying layers would show up once the edge was routed. A rim of orange surrounds the dark hardwood veneers, making me very pleased with the progress. The top two layers of light wood plus darkwood makes for a very clean and graphic contrast.
Skunkworks test #1: scalloped grip areas. I have seen this done on many beautiful slingshots from other makers, but I couldn’t figure out how to do it correctly until now. I finally figured out that if I took the biggest drum on the spindle sander, I could use the top layer as a guide as to how much to remove and the general angle of contacting the drum. The existing curve helped guide the process along and the 100 grit drum took off material in a hurry. Before this step, I drilled out the tube holes and counter sunk them too.
After all the major machining steps, it was time to give the Turkey Shuckapow the full sanding treatment. 100, 240, 600 and steel wool, the off to the paint booth for three coats of acrylic. The clear coat really brings out that differential veneer etching, the cherry shining through the zebra wood.
The Wenge side is much more subtle, but the whole point is use this as a test bed for some previously unused techniques.
After some cure time in front of fan, I quickly wipe it with some steel wool to take off some of the glare. Then it’s time for a close up!
You are probably thinking…why did I name is the Turkey Shukapow? Because in the end, the colour, the shape, the lines, reminded me of a vintage 50’s bowling alley. What’s better than three strikes in a row? 10 dead centre shots with a custom slingshot.
Sometimes, a nice long, complicated project is all you need to really get over your creative slump. Carefully calculating how things go together, taking the time to properly do clamp things down and lovingly polishing your new creation, it’s all in the details.
The Dark Horse is exactly that.
After doing some tests, all the dark woods that I had selected for this project absorbed too much heat to be cut so the result was a very burnt and singed edge and surface. So, switching to manual navigation!
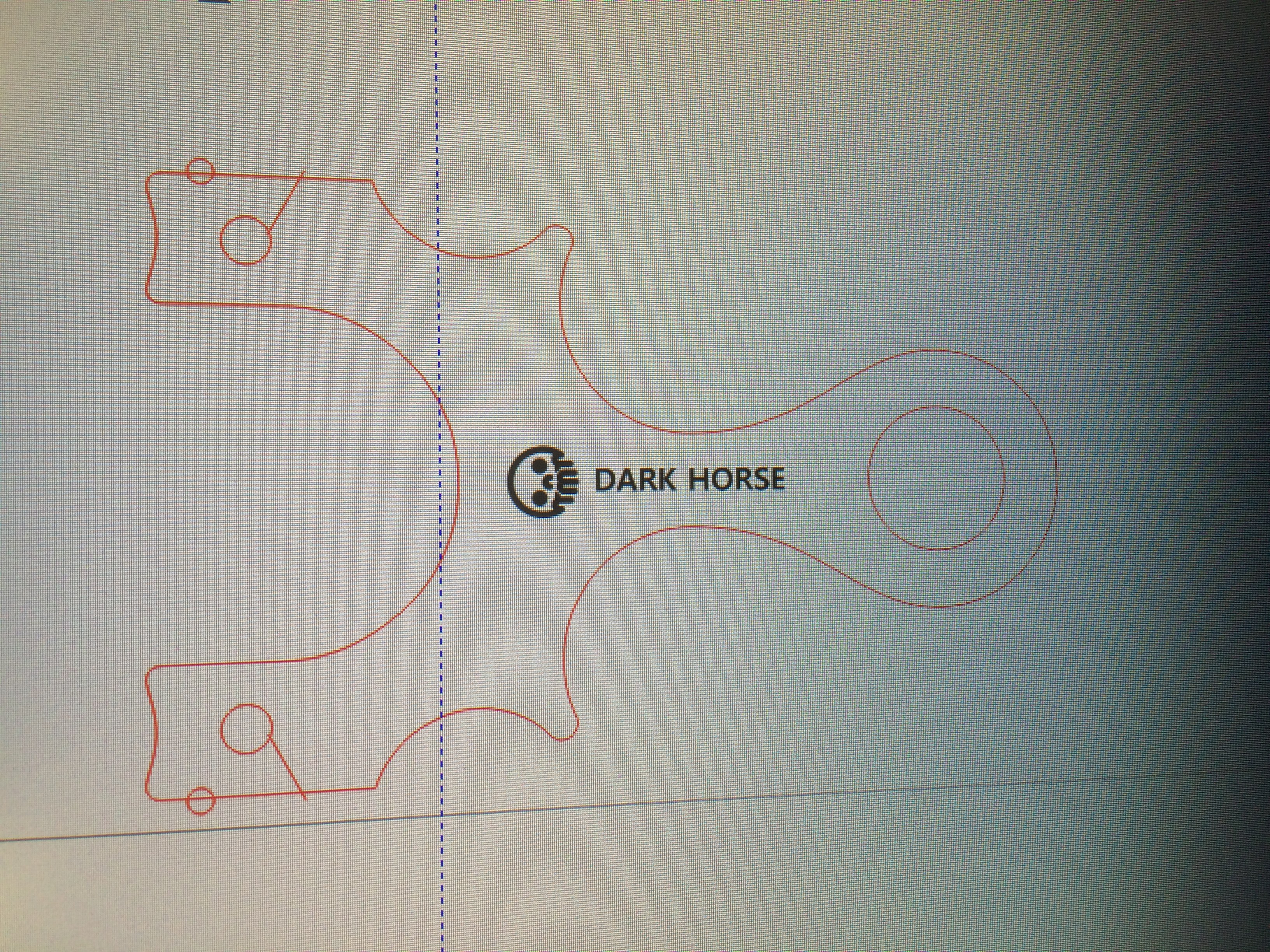
I could at least start with a couple of cores and and a back side scale. This time around, a 1/4″ slab of purple heart, a 1/4″ slab of American Walnut and a back side scale of Black Walnut. The walnut laser cuts and etches nicely so the name Dark Horse and the MGG skull was etched on it prior to assembly.
After the cores where cut, it was time to lay up the bits of wood. Tackling this like a Tetris game, sanding slowly to fit the blocks into place, delineating the layers with a triple stacking of contrasting veneers (maple, ebony, maple). The inside core is American Walnut, which is much lighter than the Black Walnut used for the backside.
Always choose a hard wood for the fork tips in case of a fork hit, in this case, Zircote. It has a VERY interesting micro texture and is hard as nails. Sandwiched in the middle and will eventually make the scoop of the yoke, is Zebrawood. Below that is the aforementioned triple stacked veneer. In the center is rectangle of Wenge (this was purposeful), the Wenge is flanked by Black Palm end grain and some more of the American Walnut.
After gluing up the final bits, Black Palm and Pau Ferro for the pinky hole, the excess was cut off with the band saw. The whole face was then flush sanded to reveal the nice geometric dark wood pattern.
Once that was done, it was time to trim up the new hardwood face so that it conformed to the shape of the rest of the body. Using a 1/4″ flush router bit, the final trim was quick and easy because I built the pattern on a laser cut blank. I’ll make note here that going at a steady pace is more important than speeding through the pass on the router, hardwoods chip really easily.
After laminating the cores to the new trimmed face, the hole for the tubes needed to be drilled. 3/4″ of existing hole as guide made locating the holes pretty easy.
Moving over to the spindle sander to clean up the laser marks on the sides of the Purple Heart, American Walnut and Black Walnut cores. The Zircote is already showing its amazing stepped grain.
Switching bits to a 1/4″ round over, select edges were taken down, mainly the parts where the hand hits. The Black Palm is now showing its very unique, vascular bundle texture. The Pau Ferro (on the pinky hole) is also showing it’s wide, dark streaky grain. The other edges were knocked down with a 1/8″ round over bit but no photos were taken of that process.
I wrote before that the Wenge was placed in the heart of the face for a reason. Wenge is exceptionally hard but it also has a differential density between the grains. This means each vein of wood will react differently to laser etching, aka heat. Knowing and understanding this material property, I scaled a knight chess piece vector to be etched into the Wenge. The etching gave a pleasing wavy texture to the graphic and the outcome was as expected, a textural difference between the wood’s sanded surface and the etching. This would be further enhanced when the polish is applied.
Despite taking precautions and a steady hand, there was still some chipping that occurred at the wood’s mating joints. Some ghetto wood filler, glue and saw dust, filled those gaps easily and blended back into the wood work.
I took extra care in sanding and prepping the surface to accept the acrylic spray, going from 100 git foam blocks, to 240 grit nail files to 600 grit paper all the way to 1000 grit strips. Then it was off to paint, 4 coats of spray with a light buffing in between to smooth out the overspray marks. If you look closely, you can see the laser etching detail is much more clear once the clear coat hit it, the ridges of the etch, surrounded by the smooth surface.
45 minutes later, the coating is now ready for a polish using my super secret sauce, the nail buffer. A 4 step foam block backed with progressive grits, close to 10,000 grit in roughness rating.
A couple of minutes of buffing and its off to the photoshop!
It’s been far too long and it’s time for another Metro Made post, this time around, something familiar to you returning Metro Made readers. If you are tuning in for the first time, welcome! Metro Made is the blog of Metro Grade Goods and how I turn raw materials in the stuff you see on the site. It is my way of letting you know where things come from and how they are made. Besides, who doesn’t love a good behind the scenes.
In this installment of Metro Made, we take a look at how I took the plunge and crafted 8 super laminated slingshots in one weekend. A pretty daunting task since a single unit took 5 hours to complete. If you are at all familiar to scaling up production, you don’t just take your unit’s build time and multiply it by the number of units you are making. There are always ways to save time. Despite the time savings, this oct-build still took 15 hours to complete. This one is a long one so take a potty break if you need to now, those of you joining me DURING a potty break, I commend your multitasking mindset.
The Harlequin pattern is something I developed when I made another Metro Made project, the Art Deco Loris. It was my ploy to use up a lot of small, left over wood ‘sprues’ generated when laser cutting full frames from planks of hardwood. The results where a stunning selection of hardwoods arranged in a very pleasing Art Deco style.
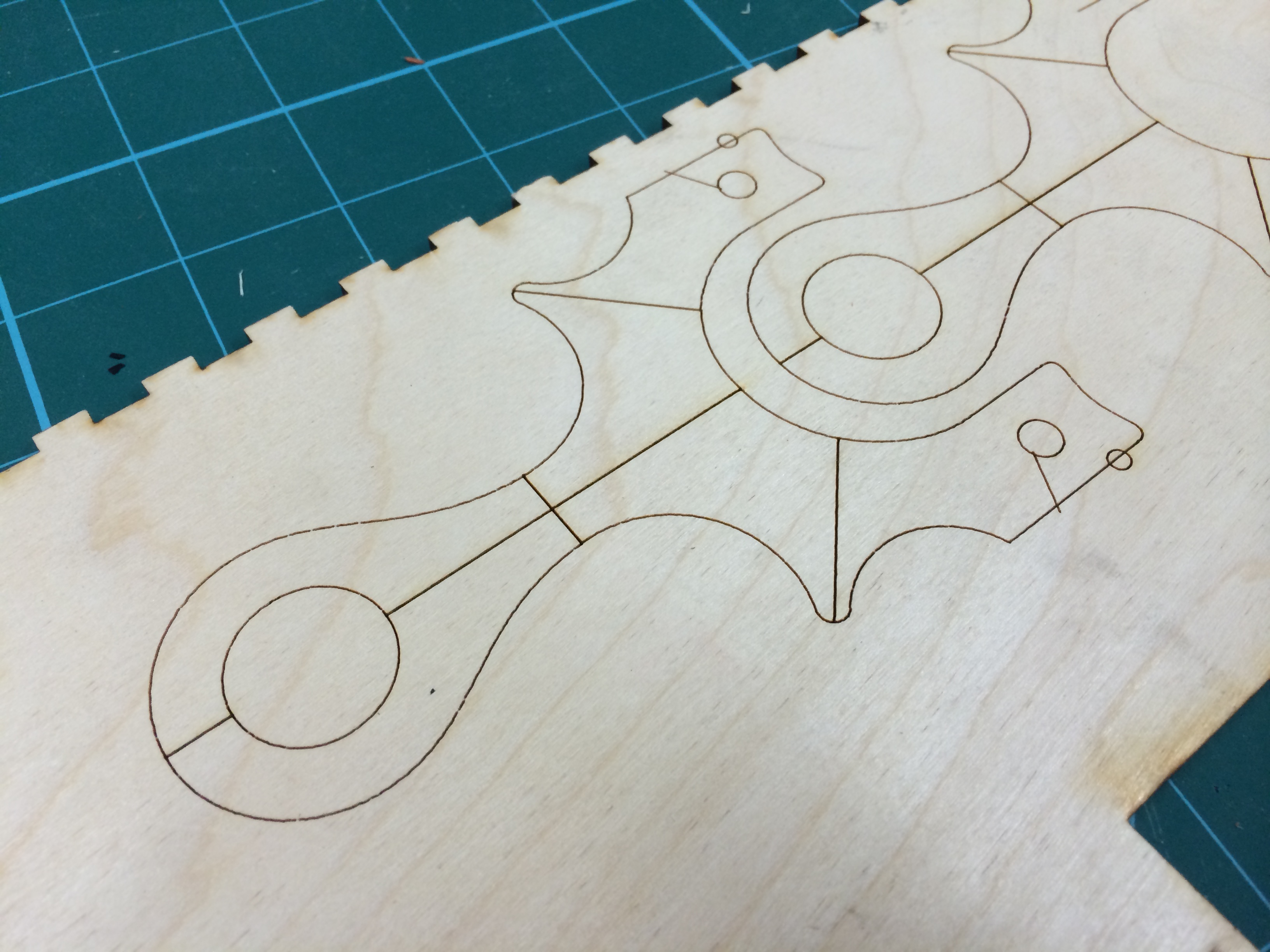
There were a lot request to have this available but the Loris was not the most popular slingshot to begin with, so I decided to go with a more universally appealing frame, the Metro Grade Capuchin. A smaller frame with a lot of potential for slicing and dicing for the Harlequin pattern, I went ahead and did that. I started by laser cutting the 1/4″ Baltic Birch plywood cores. I planned to make 4 Harlequin Capuchin TS’s (Tube Shooter) and 4 Harlequin Capuchin FB’s (Flat Band).
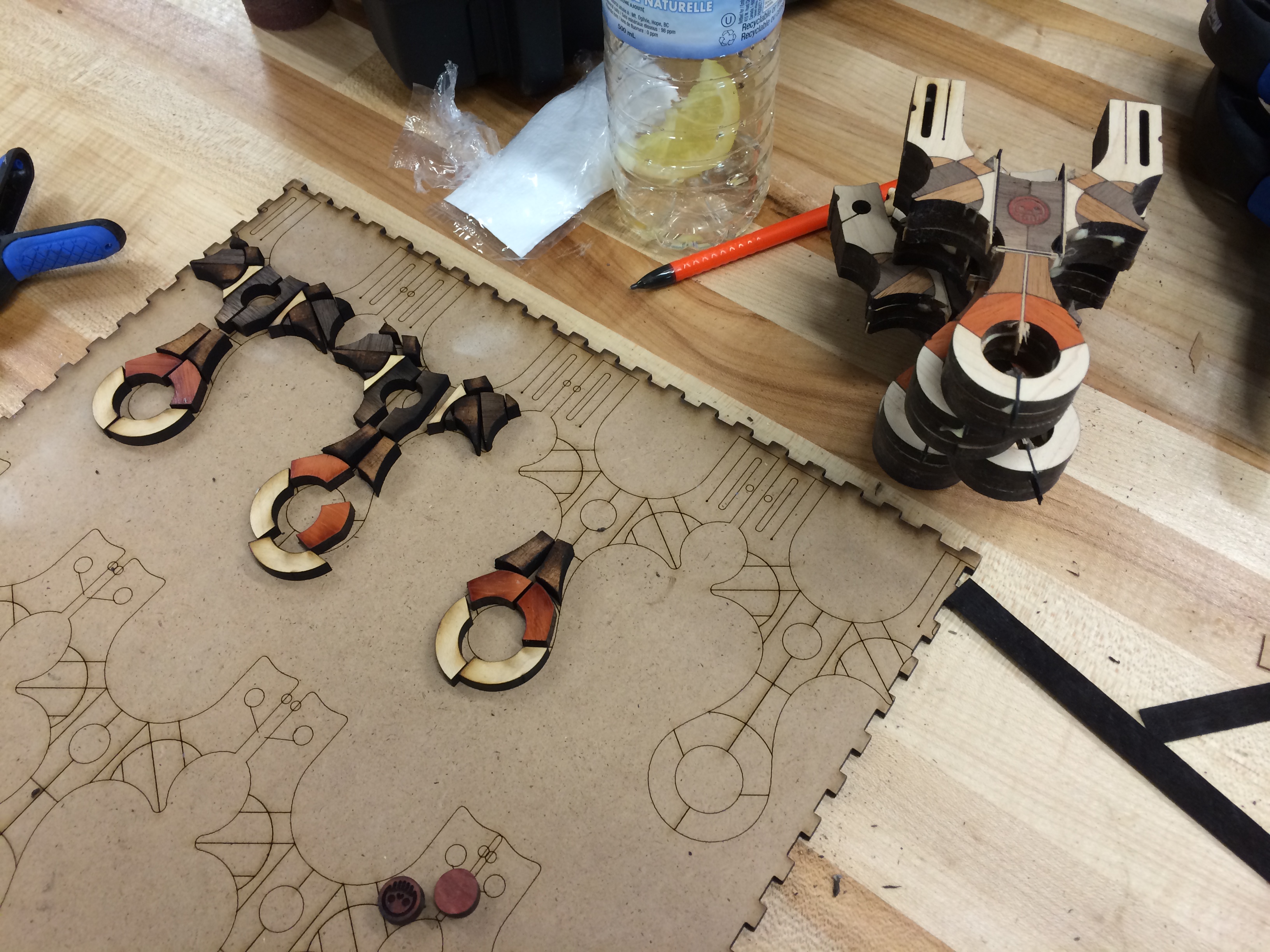
The biggest difference between making one of these versus eight is parts management. With 8 sets of near identical micro bits of wood (close to a 30 some odd part count per slingshot) something to keep them in order was necessary. Here’s what I used:
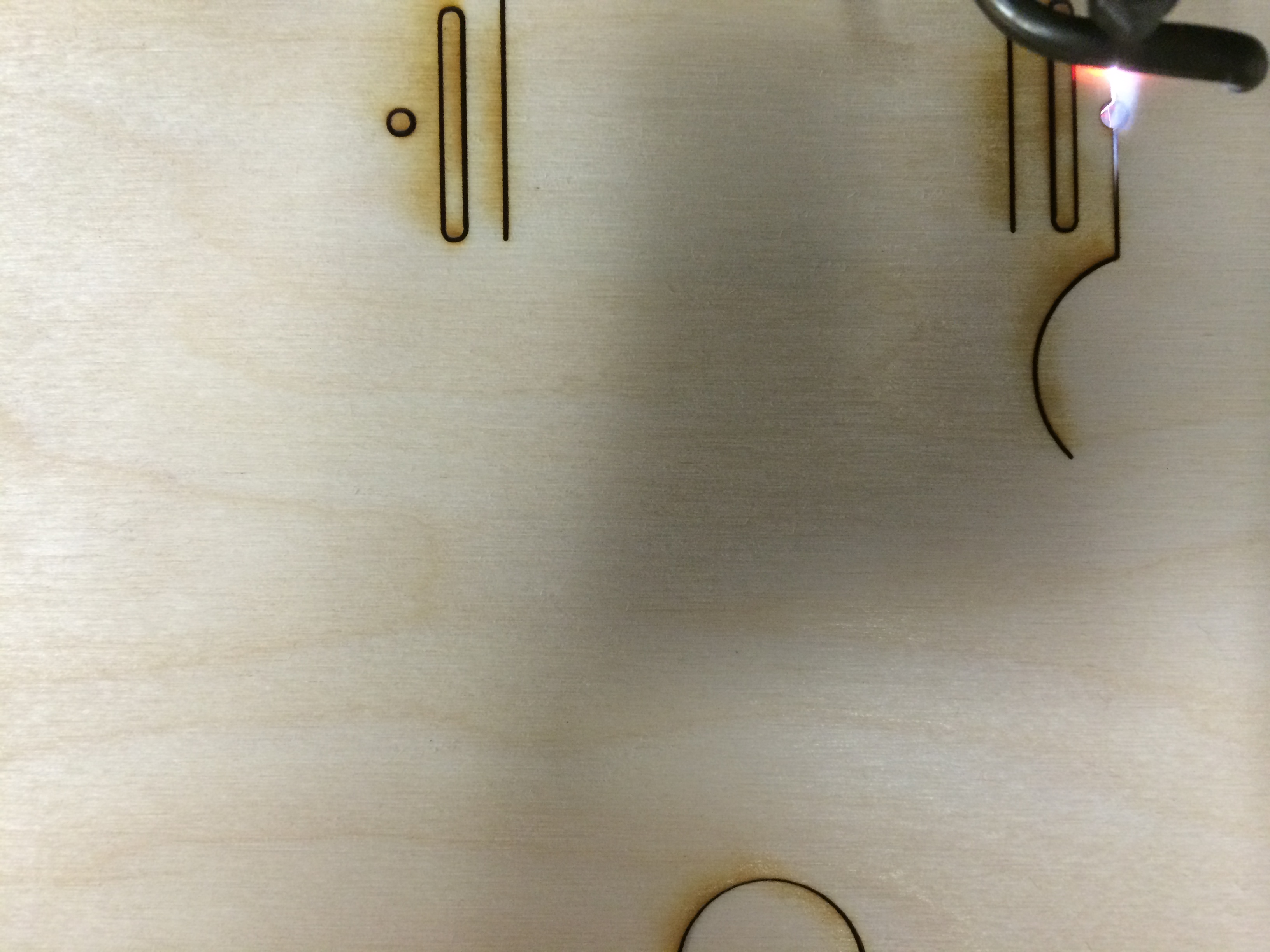
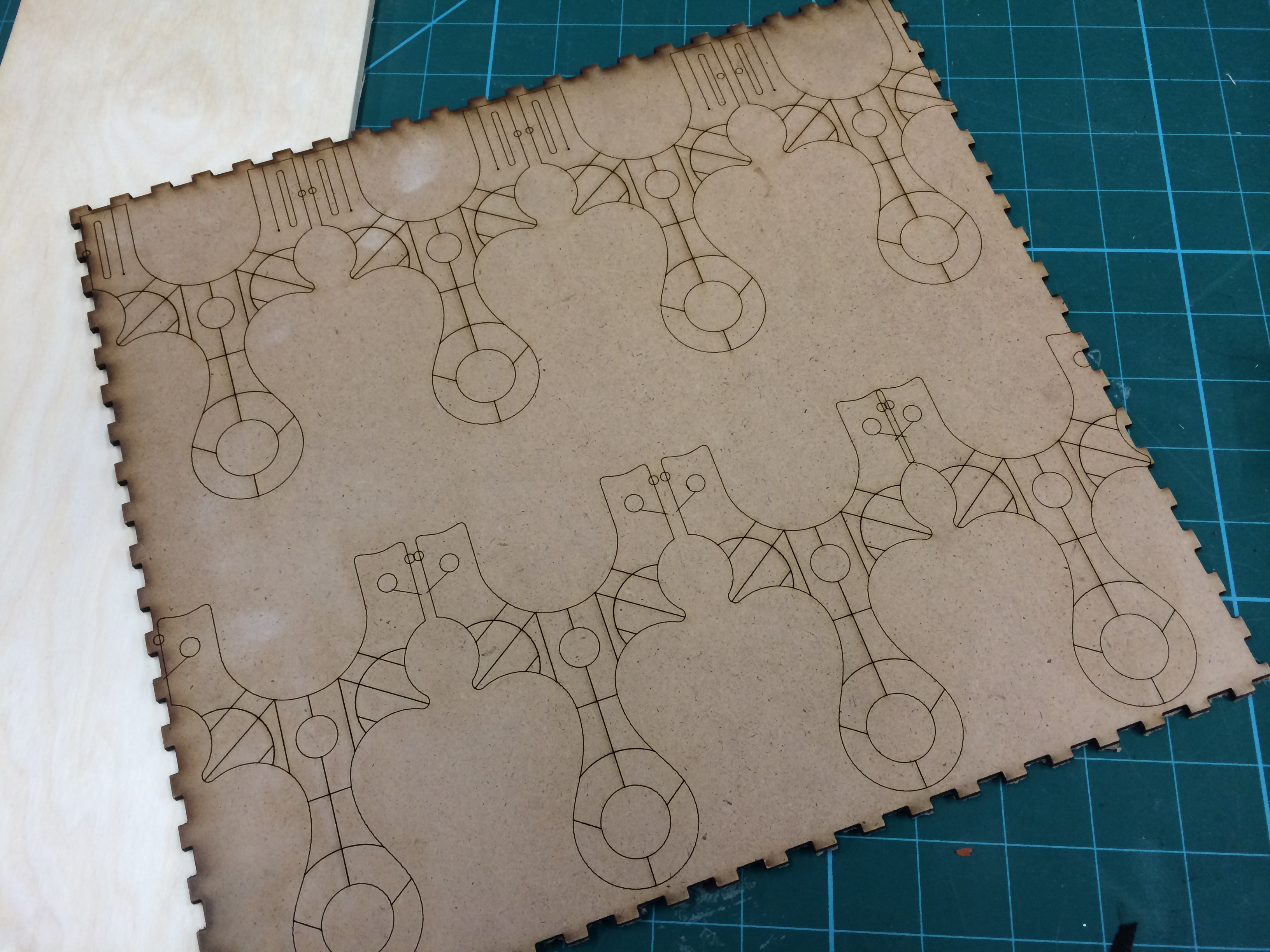
Adjusting the laser so it would only shoot out 50% of it’s 75 watt beam and speeding up to a max velocity, I made a template to organize the parts as they came off the laser cutter. The material is a scrap piece of hardboard. The next few photos show how the parts started to fill up the puzzle grid. I chose to go with rock maple for the fork tips since it is one of the hardest woods that can be laser cut and it is also readily available.
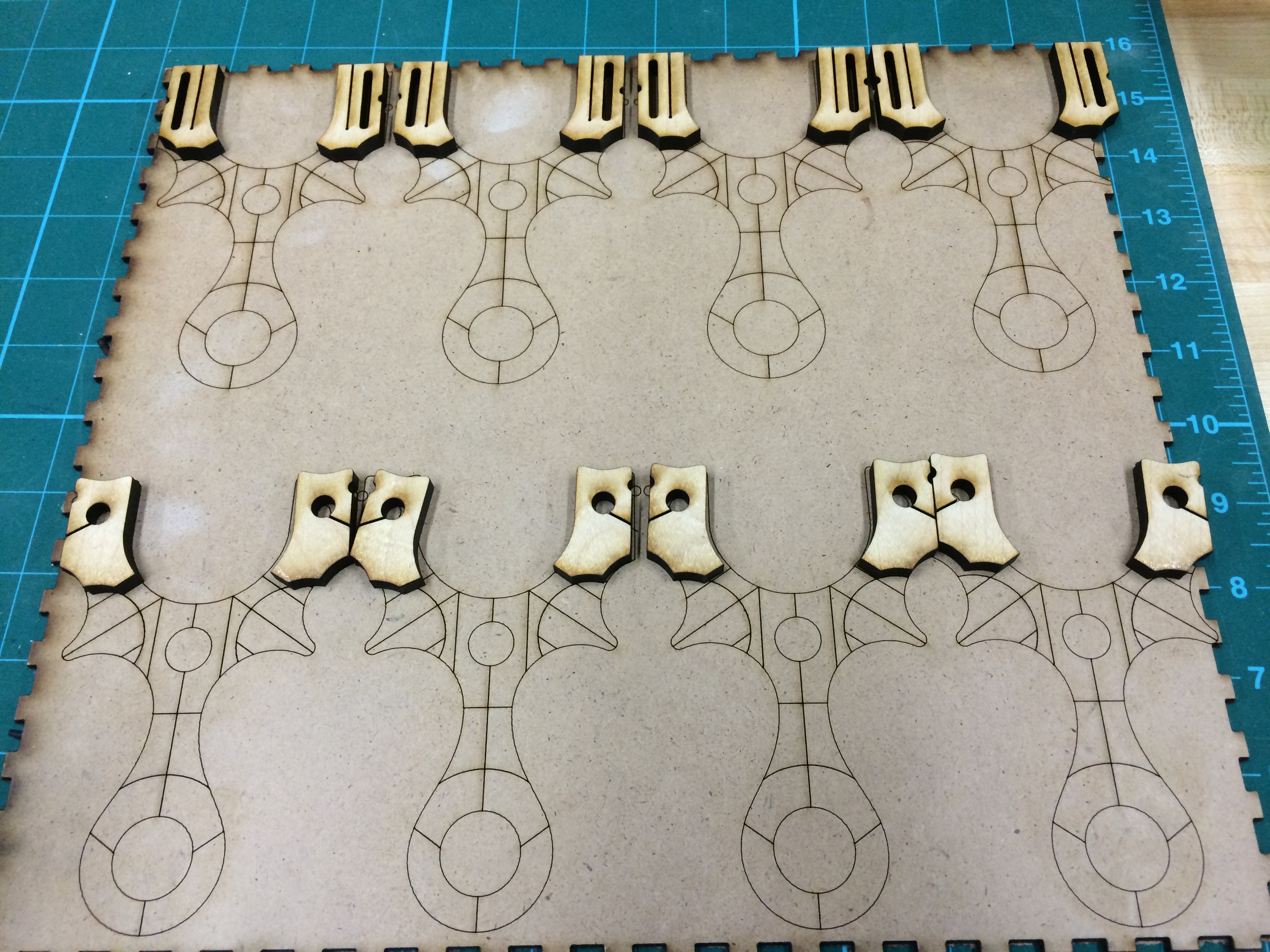
Not long after, the Honduran Mahogany, Black Walnut, Paduak and some more maple was laser cut and placed in their respective spots. You can see how the puzzle board is necessary now, and this is just one side.
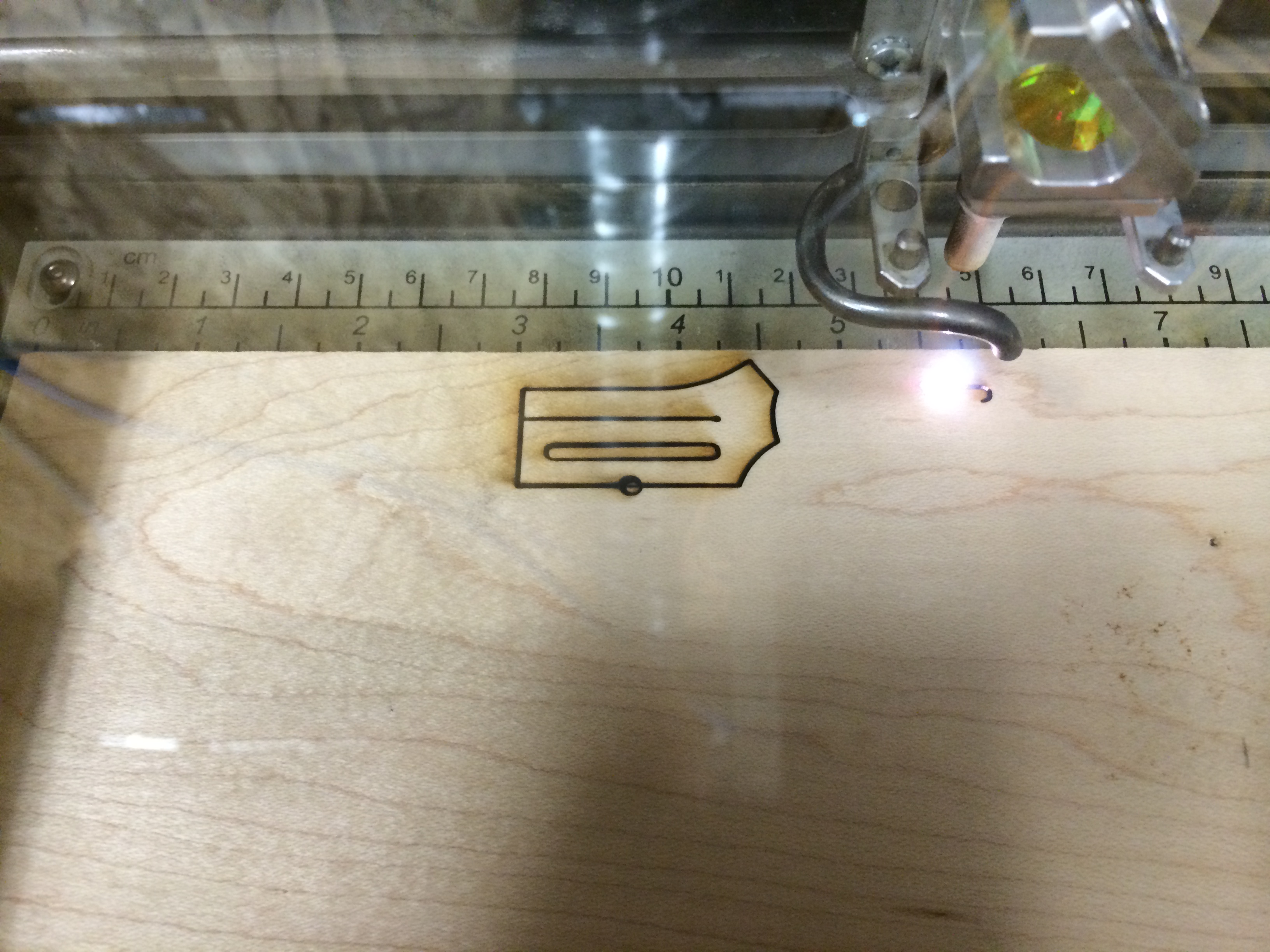
The final pieces for that side were cut from maple, here’s the video to prove it.
Here are some shots of the backside puzzle board. That’s some Walnut and a piece of vintage Oak reclaimed from an ‘old’ friend (who is young at heart!). Meet Mervin, the most brilliant guy I know.
Once all the parts were cut out, it was time for the hardest and longest part of the build process; the lay up. I wanted to start positive so I began with the back side. With less parts, I would feel like I was accomplishing more and carry me through to the more complicated side. The forks get glued on first, since they are the only parts that need critical alignment, especially on the flat band version. The tips were clamped for 10 mins to ensure a good bond.
Here the Oak goes on but with a Zebra Wood spacer to fill in the laser beam kerf, this only fills the gap, but lens a little bit more pizzaz and detail.
The final bottom pieces were added (solid Birch) and left to set up a bit. Once they were more solid, the whole thing was flush faced on the belt sander. This is one of my favourite states of a slingshot build, revealing a built up pattern is pretty great.
Now, the painful but rewarding part, gluing up the 30 some odd parts that make up the pretty face side. I didn’t take to many photos of this process but as you can see, this part required a lot of attention to detail. The detail I particular enjoy is the red heart wood (Chakte-Kok) I used for the Metro Grade skullthulu logo. Even though I know that the red will deepen in colour once it hits UV rays (natural properties of the wood), the dramatic red splice in between the slabs of Walnut are really something else.
You’ll notice the face sanded frame has the Metro Grade skull sanded clean off, this was a mistake on my part since the Chakte-Kok wood was thicker thank some of the wood so the etching came clean off. No worries, I had a plan to return the etching back on the face the Capuchin.
After many, many cycles of this gluing, sanding, fitting and more sanding, the result was a respectable stack of work, worth of calling it a good day’s work.
—
*One night later*
—
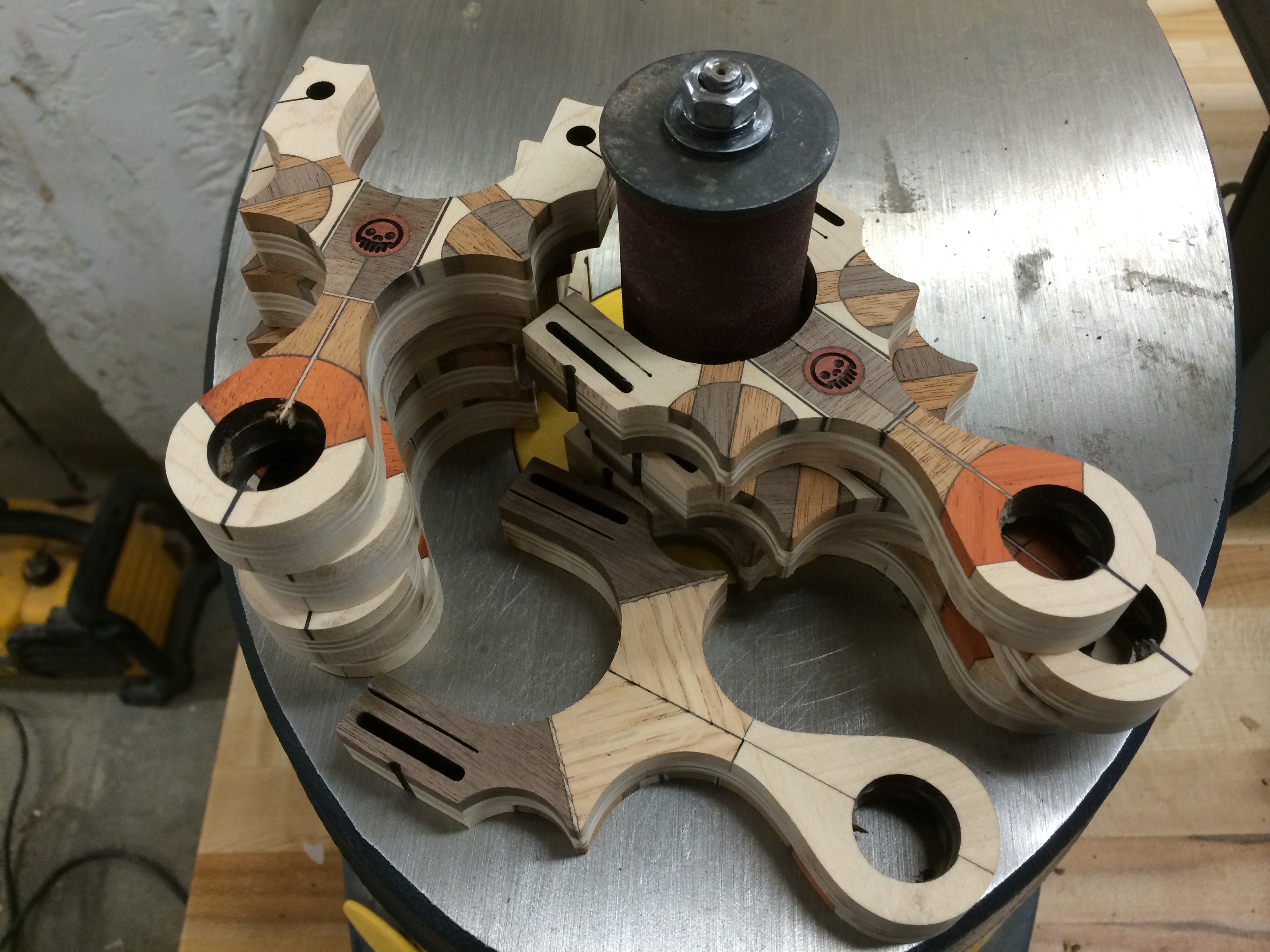
The next morning, it was time to get cracking, knowing the project would have some finality to it. First order of business, flush sand the sides of the Capuchins and remove the burned laser cut edge. Thanks to a fresh 80 grit spindle sanding drum, this was a mere 30 min job for all of them.
This next photo represents 10 hours of time, kind of crazy to think. I call it ‘Fist full of Awesome’.
Remember when I said I had a plan to return the Metro Grade skull back onto the Chatke-Kok wood circle? This is that plan. I knew I wanted to mark on it that this was a limited edition of 4 (4 TS’s and 4 FB’s) so I again used a scrap piece of wood and quickly etched the outline of the slingshot so I could realign the already assembled and glued slingshot back onto the laser bed. This technique is also what I used to realign and re-etch the skull on those slings that had the face sanded off.
Now the most dangerous part of any slingshot build, the router. Things can go VERY badly here and the entire sling could go to waste if there are any slip ups. Thankfully, I’ve had lots of practice with this model having made a limited edition of 10 plywood ones and various other hardwood versions. Despite my comfort level with this pattern and frame, I treat every time I turn on a switch to a machine a chance to die. It works, seriously.
This photo doesn’t show anything new, but I wanted to grab a pic of the router shavings. Such beautiful array of colours.
The Capuchin TS and the Capuchin FB both have things that still need to be done with them before the band attachment area are operational. The TS’s tube slot needed to be widened but not before the edges of the hole are chamfered with a 1/4″ counter sink.
Then it’s off the band saw with a fairly narrow, 1/2″ blade, the tube slot gets widened to a saw width. The existing tube slot was not really a tube slot at all, it was merely a guide for the alignment when gluing up the layers and subsequently, a guide for the band saw to slide into.
Then the notched ‘iron sight’ needed to be cleaned up too, so a round rat tail file comes to the rescue. Under the TS is one of sanding blocks used to sand the surfaces of the sling. These are 80/120 grit mini blocks meant for manicurists, but for those tight curves and hard woods, they are perfect.
I didn’t take any photos of the FB slot finishing as it’s a bit of a secret but essentially it just needed to be sanded out to improve the consistency in the width of the slot for Theraband Gold and pure Latex bands. Once they were all sanded with 600 grit paper, it was off the paint booth to shoot 3 coats of acrylic sealing spray.
Once they were cured (acrylic spray only has a 30 min cure time), they were buffed to a shine with another manicurist tool; the nail buffer. It was time to hit the photoshop.
BUT before you go ahead to the final product and images, I want to list the woods used in these slings:
– Baltic Birch plywood core
– Rock Maple
– American Black Walnut
– Honduran Mahogany
– Chatke-Kok
– Maple Veneer
– Ebony Veneer
– Zebrawood Veer
– Birch
– Paduak
– Oak
…ok enough stalling.
I am pleased to present the Harlequin Capuchin TS and FB.
Thank you for reading to the end, it’s not often I get to spend this much time writing about my process and methods, but I know it’s always worth looking back on projects like these.
I am also really happy (but with begrudgingly) to announcing that Metro Grade is now on Twitter, you can follow and reach me at @MetroGradeGoods
3 of each Harlequin TS and FB will be available at the Metro Grade Shop.